で組織と人を磨くコンサルティング 株式会社そうじの力")
 岐阜県の鋳造メーカー、(株)マツバラ。
岐阜県の鋳造メーカー、(株)マツバラ。
昭和25年創業、社員数約160人の老舗企業です。
現社長が四代目にあたります。
同社を私小早が最初に訪れたのは、「単発の社員研修をしてほしい」という要望を受けてのこと。
その日は工場内を案内してもらってから講義という流れでした。
「当社はそうじに力を入れており、現場もキレイです」と松原社長。
ところが、実際に工場見学をしてみると、ずいぶんと汚いのです。
同業他社に比べればキレイな方だったのかもしれませんが、私の目からは問題が多いように映りました。
導入のきっかけ
鋳造業では、原材料となる鉄をキュポラ(炉)で摂氏1,500~1,600℃という高温で熱して溶かし、それを鋳型に流し込んで製品を作ります。

鋳型は砂を圧縮して作り、そこに真っ赤な鉄のお湯を流し込み、冷めたら鋳型を割って製品を取り出します。
そのため、製造工程で大量の粉塵が発生します。
粉塵は、鋳型の砂だけでなく、鉄の蒸気(ヒューム)、そして熱源として使用するコークス(石炭)からも発生します。
工場内の床・壁・天井の梁に、これらの粉塵がたっぷりと積もっていました。
多い所では20cmくらい積もっているところもありました。

鋳造工場においては、これがごく当たり前の光景だということですが、私の目には、異常な世界に思えました。
問題は粉塵だけではありません。
工具やホウキなどの定位置が決められておらず、あちこちに散乱していました。
原材料なのか廃棄物なのか分からないような状態のところもありました。
一緒に回った松原社長も、「自分が思っていたよりも状態が悪い」と感じられたようで、研修後も継続的にお手伝いを始めることになりました。
「おそうじパワーアップ活動」スタート!
同社においては、環境整備の取り組みを「おそうじパワーアップ活動」と名付け、「おそうじ委員会」を編成して活動がスタートしました。
取り組み開始にあたって、松原史尚社長にその思いを「宣言文」として書き出し、社員全員に示してもらいました。
そこには、
技術、品質、安全、納期、環境、営業、全ての基本は掃除にあると心得て、未来永遠に取り組む課題として位置づける」
とあります。
また、「お掃除心得」として、
とあり、松原社長の熱い想いが伝わってきます。
私が最初に社員さんたちに対して、
「整理、整頓、清掃に取り組もう。そうすれば会社は必ず良くなる」
という講義をした時の彼らの反応は、
「鋳造業だから仕方がない」
「日々刻々粉塵が舞っているから、いくら清掃してもキレイにはならない」
というようなものでした。
「目に見える効果」が現れはじめる
同社では、昼夜二交代で製造を行っているため、まとまったそうじの時間を取ることができません。
そのため各人が、製造作業のちょっとした合間に、ホウキで粉塵を掃くところから活動がスタートしました。

加えて、月に1回、すべてのラインを止めて、一日かけて、全社員が普段は手の届かない部分の整理・整頓・清掃に取り組むことにしました。
当然ながら順調にいく部署と、そうでない部署に分かれてきます。
取り組みがなかなか進まない部署については、副社長をはじめとする委員会メンバーが乗り込んでいって、そうじを手伝うこともあります。
委員会の事務局である女性社員も、ツナギを着て現場に入って、降り積もった粉塵を除去したこともあります。
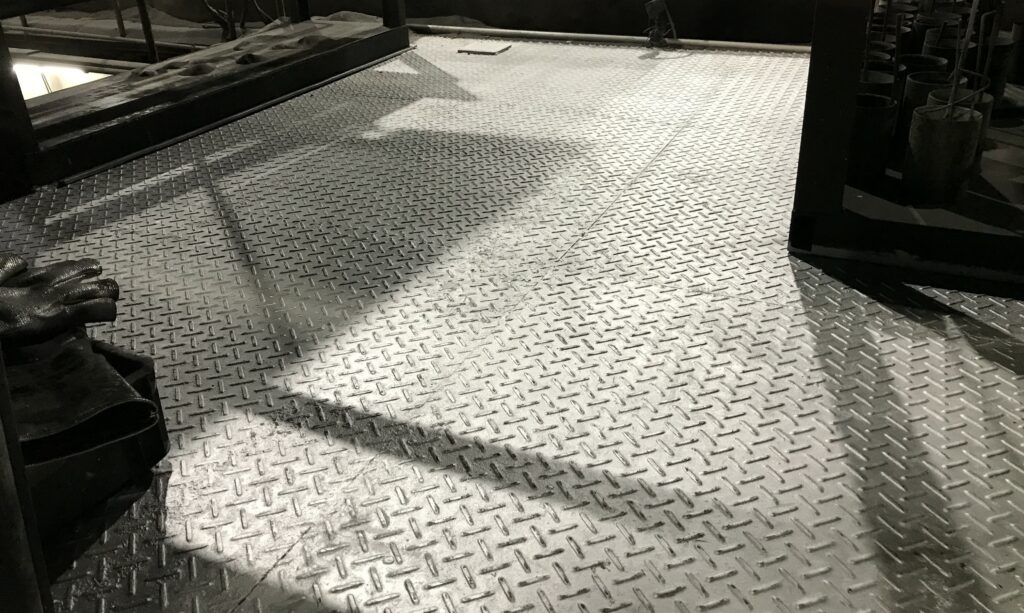
その結果、当初20cmほども積もっていた床の粉塵はなくなり、床面が蛍光灯を反射して光り輝くようになりました。
作業に使う道具も、ひとつひとつ定位置化を進め、工具や清掃用具も、定位置化を施していきました。

すると、すぐに波及効果が現れました。
労働環境が改善
まず、ある部署の粉塵レベルが下がり、防塵マスクが不要になったのです。
夏場はかなり高温になる鋳造工場において、防塵マスクをしながら仕事をするのはつらいものです。
事故や怪我が少なくなった
粉塵が積もっていることで見えなくなっているものにつまづいたり、作業中の事故や怪我が減っていきました。
生産性が向上
不良率が大幅に低減し、生産性が上がり、毎月の生産量が増えていきました。
成約率が向上
お取引先が商談で来社されると、工場内を見学されます。
製造過程で常に粉塵が舞ってはいるものの、工場見学をしても衣服が汚れない状態になったことで、「鋳造工場とは思えない」とすぐに商談がまとまるように。
このように、いろいろな目に見える効果が出来てきました。
「目に見えない効果」が現れてくる
しかし、松原社長いわく、何より良かったのは、若手が育ってきたことだと言います。

コアメンバーとして環境整備を主導する「おそうじ委員会」は、各部署1~2名の委員メンバーから構成されています。
その特徴は、役職や肩書にとらわれない人選。
社長が「提案件数」や「前向きな姿勢」などを考慮して選んだメンバーです。
結果として、20歳代の若手や入社後数年の社員も、委員会メンバーに加わることになりました。
そうじというのは、誰でもできるものです。
役職や肩書が上に行くほど、高級なそうじができるということはありません。
今日入った新人でも、前向きな気持ちさえあえば、そうじはできるのです。
委員会メンバーたちは見事に期待に応えてくれました。
彼らが一生懸命にそうじに取り組む姿を見て、周りのベテランたちも、「自分たちもやろう」という気持ちになります。
すると、社歴の浅い人や若い人たちは、「自分にも周りに良い影響力を与えられるんだ」という自信がつきます。
つまり、リーダーシップを発揮できるのです。
そしてその自信を基に実務に臨みますから、実務上のステージも、どんどん上がっていくのです。
ちなみに、現在の「おそうじ委員会」の委員長は、「おそうじパワーアップ活動」がはじまった当初、まだ入社二年目にもかかわらず委員会メンバーに抜擢された林孝明さん(写真右)です。

林さんは、そうじに真摯に取り組む中で主体性やリーダーシップを発揮し、その姿勢が周囲から評価され、実務上も飛躍していった人です。
また、林さんにバトンタッチするまで、初代の委員長として活躍したのが、現取締役の下野猛鋳造部長です。
下野さんは、初代委員長の任命を受けた時は、まだ係長だったのですが、その後、課長、部長、取締役とスピード出世していきました。
下野さんの特長は率先垂範です。
言葉よりも先に体が動くタイプです。
その下野さんの実践力は、職人さんたちを巻き込む力があります。
こうして若手が育ってきた結果、同社の社員の定着率は飛躍的に向上しました。
今では、人が辞めないばかりか、募集をかけると定員を大幅に上回る応募があるのだそうです。
結果として、大量に注文が舞い込んだ時、同業他社が人手不足を理由に失注する分まで同社が受注することになり、売上や利益に貢献しているといいます。
継続していく工夫
同社では、半年に1回、「おそうじパワーアップ活動」の発表会&表彰を行っています。
各グループが、この半年間に注力した活動をプレゼンし、実際の現場の整理・整頓・清掃状況と合わせて社長や副社長や私が審査し、点数化します。
上位3グループをそれぞれ「金賞」「銀賞」「銅賞」として表彰するのです。

この表彰式が、毎回、なかなか盛り上がります。
金賞を受賞したグループはガッツポーズです。
逆に惜しくも銅賞を逃したグループは悔しがります。
この発表会も、ずっと続けているので、同社の風物詩になりつつあります。
また、毎回の訪問日には、「パワーランチ」が開催されます。
これは、松原社長をはじめ、委員会メンバーが一堂に会し、豪華弁当を食べながら「おそうじ」をテーマに懇談を行うのです。

100名を超える規模の会社になると、なかなか社長と親しく話をする機会も少ないもの。
このパワーランチが、貴重なコミュニケーションの場になっています。
取り組みの流れ
同社における取組の流れは、以下のとおりです。
| 半年に1回の発表会において、過年度の振り返りと次年度の計画を発表する。 各グループはその計画書を基に日々の活動に励む。 |
|---|
| 毎月1回のコンサルティングで、委員会の事務局メンバーと一緒に工場内を巡回する。 |
| 各所を回り、改善が進んでいる箇所は誉め、課題点については改善策の指摘を行う。 |
| 事務局が、それらを写真入りで詳細に記録し、議事録にまとめる。 議事録は後日全部署に回覧され、それをもとに各グループの活動に修正が加えられる。 |
| 次回のコンサルティング時に、前回指摘事項の改善状況を確認する。 |

これらのPDCAの運用を繰り返し、改善を重ねていっています。
成功要因は?
同社における取り組みの成功要因は何だったのでしょうか?
いくつか考えられますが、その中で一番大きいのは、松原史尚社長ご自身の実践でしょう。
松原社長は、毎日必ず30分間そうじをされています。
会社にいるときには、工場内を回って、真っ黒になって粉塵の除去をしたり、トイレそうじをしたりされています。


出張などで外に出ている時も、出先で30分間ゴミ拾いをされているのだそうです。
最後に、その松原社長のコメントをご紹介します。
「一番大きく成長し、変化したのは私自身だということを伝えておきたいと思います。
(中略)いくら社員にやれと命令しても、私自身が動かなければ本気度は伝わりません。
毎日、ただ黙々とそうじを続ける。
謙虚に指摘を受ける心、黙って人の話を聞く心、ただ社員の計画を喜び、そして成果を喜ぶ心…。
このそうじの活動を通じて私自身が大きく成長してこれたと感じます。
社長が変われば会社が変わる。
その結果が今のにこにこサイクルがどんどん廻っていることにつながっているのではと最近感じます」
お客様の声▼

2023.06.09
岐阜県関市にある、1950年創業の老舗鋳造メーカー、株式会社マツバラ。 小物専業の熱処理から塗装・加工まで行う、社員数160名の会社で...